


双金属复合管在管道输送中的应用
前言
采用管道输送物料具有高效、节能、污染小、损耗低等优点,随着泵输送技术的提高和输送管道技术的发展,物料的管道输送发展很快。由于输送物料的种类增多,输送距离增长,输送量增加,管道输送行业对管道材料的要求愈来愈高,希望有多种管道材料供输送不同性质的物料时选用。管道材料的主要性能指标是耐磨性、耐腐蚀性、减摩性和加工性。
目前,物料输送用管道材料的发展方向是提高耐磨性,常用的管道材料有以下几种:
(1)铸造耐磨管
采用高合金铸造,优点是硬度高、耐磨性好;缺点是韧性差、不易焊接、加工性不好、成本高。
(2)钢衬耐磨管
采用玄武岩(铸石)、陶瓷、合金铸铁、橡塑等材料对钢管内壁进行镶衬。其特点是外层可加工,联接方便,不足之处是内层易碎、易脱离、施工困难、成本高。
(3)塑料耐磨管
采用高密度聚乙烯、聚氯乙烯挤压成型,施工方便、成本低,但不耐高温、高压,适于作小直径物料输送管。
(4)钢制耐磨管
采用低碳钢制作,价格低、安装方便、易更换,但磨损快、经济效益差。
上述各类管道输送材料大多用于工矿企业内部的物料输送,对于大直径长距离的物料输送通常是采用经过处理的螺旋焊管或直缝焊管。由于人们往往偏重于提高管道材料的耐磨性,而忽视改善加工性,使管道的加工制作和敷设施工的难度加大,增加了管道的施工和维修成本,限制了物料管道输送技术的应用。因此寻求具有良好的耐磨性、耐腐蚀性、减摩性和可加工性的物料管道输送材料是十分必要的。
1 双金属物料输送管道的特点
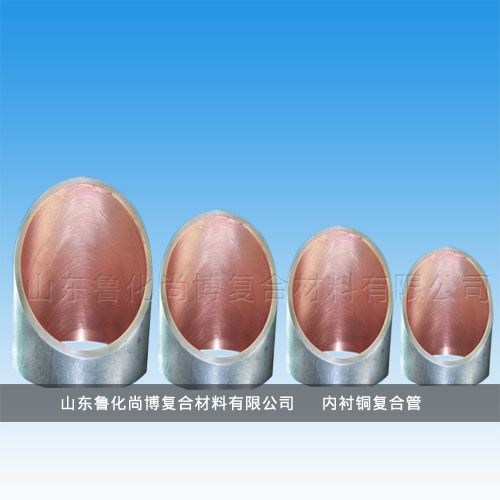
双金属管材是功能材料,可以根据输送物料的理化性质和工况条件,选择不同的材料组合,从而使材料发挥最大的潜能。例如,对于磨蚀性强的粉状物料,如矿粉、氧化铝粉等可以采用耐磨合金钢板制作的钢管作为衬管镶衬在普碳钢管内,使管材具有良好的耐磨性;对于水煤浆、泥浆等腐蚀性强的浆料,可采用不锈钢板等耐腐蚀材料作为镶衬材料与普通钢管复合在一起制成耐腐蚀双金属管材。此外,双金属物料输送管道还具有以下特点:
(1)由于对管材内壁进行了滚压光整加工,降低了内表面的粗糙度,使物料的流动阻力大为减小,降低了长距离输送的能量消耗。
(2)对管材内壁进行了滚压,相对变形量为15%~25%,冷作硬化提高了内层金属材料的硬度,从而提高了管材的耐磨性。
(3)双金属管结合紧密,有良好的整体强度,能够承受一定的弯曲变形。由于外层管多采用低碳钢,可焊性和加工性较好。经过端面处理后可以方便地进行对焊联接或法兰联接,易于进行管道的敷设施工和检修维护。
2 双金属物料输送管道的制作
双金属物料输送管由两层管材复合而成,内层管材一般厚度为0.5~2mm左右,外层管材采用普通流体输送管。加工制作时工艺方面需要解决两个问题:镶衬用金属管的加工制作和双层金属管的组装复合。
2.1 镶衬用金属管的加工制作
镶衬用金属管的加工制作采用单件生产,根据输送物料的性质选择不同的镶衬材料,并且可以根据外层钢管尺寸灵活地改变内层管材规格。为了保证顺利地复合镶衬,应使内层管材的外径比外层管的内径小0.5~2mm。内层管材的直径确定后应通过板料的下料剪切精度予以保证,板料的尺寸偏差在±0.5mm以内。板料在专用的钢管成型机上进行卷圆成型,然后用点焊机点焊,再由专门研制的金属管件自动焊接机对焊缝作自动焊接。焊接采用非熔化极氩气保护焊,在保证焊透的情况下应当使焊缝高度尽量小。焊接后应对焊缝进行退火处理,然后再压平,使焊缝具有较好的延展性,并且厚度与母体的厚度一致。
金属管件自动焊接机能够对金属筒体的对接纵缝作自动焊接。该机由机架、工作台、琴键式压紧机构、行走横梁、焊接小车、电源、液压系统和控制系统组成。可以焊接Φ50~400mm×0.5~2.5mm×100~6000mm的碳钢、合金钢、不锈钢、钛合金及铜铝等各类金属管材。
2.2 双层金属管的复合组装
双层金属管的复合有多种方式,如爆炸复合、热胀复合、缩径复合等。这些方式大多存在工艺复杂、设备投资大、生产成本高、不易于现场施工等问题,因此不宜用于制造使用寿命相对较短的物料管道输送管。试验表明:采用滚压拉拔方法生产各种规格的物料输送管是合适的。通过内滚压头和外层管的共同作用,使内层金属管产生较大的塑性变形,紧密地贴合在外层管的内壁上,其结合强度完全能够满足物料输送管的使用要求,并且能够承受一定的变形而不产生分离。
双层金属管的主要复合工序如下:
(1)管料的表面处理
在复合工序前应对内、外层管的结合表面进行处理,主要包括清理污物、除锈、脱脂和毛化。表面处理采用专用机械完成,外层管用喷丸方法将内表面的污物和氧化物一次除去;内层管采用钢丝刷将表面毛化。
(2)管料的组装
表面处理后的两种管料应随即组装在一起,为了便于滚压复合,可将组装好的管料一端胀紧,以免滑脱。
(3)滚压复合
滚压复合是在专门设计的旋转拉拔设备上进行的。该设备由床身、管料夹持装置、主传动装置、旋转滚压头和牵引装置等几部分组成。滚压复合时,将组装好的管料装卡在卡盘上,调整好滚压头的尺寸,启动主电机和乳化液润滑系统,然后启动牵引电机将滚压头拉过管料。
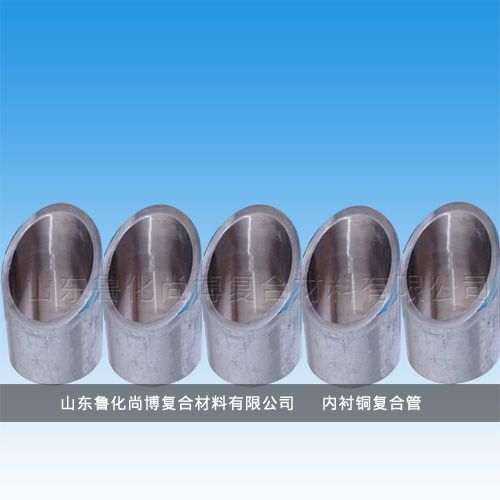
(4)管端加工
管料滚压复合后,可将内层管端头翻出,包覆外层管端面,并进行平头倒棱。如采用法兰联接,可将法兰焊接在管料的两端;若采用管接头联接,则在管料的两端加工螺纹。
3 应用实例
某铝加工厂的氧化铝粉输送管道采用规格为Φ121mm×6mm的流体输送用热轧无缝钢管,镶衬钢管用厚度为2mm的中碳钢板制作,经滚压复合成为Φ121mm×7.6mm的双金属管,管端处理后用法兰联接。管材的内表面粗糙度可达到Ra1.6~0.8,冷作硬化后的抗拉强度为637~930MPa。由于管材内表面硬度提高且更加光滑,输送摩擦阻力明显减小,降低了输送能量的消耗,延长了管道的使用寿命。与普通管道相比,价格约增加了40%,但使用寿命提高了3~4倍。
4 结语
在物料的管道输送领域,与普通流体输送管相比,双金属管材在减小输送阻力、提高使用寿命方面具有明显的优势;在加工性和敷设维修方面,也优于其他耐磨管道。因此双金属管材用于物料的管道输送是合适的,此类材料的推广使用将会在很大程度上促进物料管道输送技术的发展。目前需要解决的问题是:①研制大规格强力滚压复合设备;②寻求更合适的制作内层管的合金板材。
上一篇:内衬不锈钢复合管的适用领域
下一篇:内衬不锈钢复合管设计选择