


内衬不锈钢复合管的焊接(1)
1 焊接前准备
内衬不锈钢复合管在焊接时首先进行下料,必须采用车床,锯床等冷加工机械进行下料,严禁使用火焰或等离子等1―1.5切割工艺,接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理,焊缝坡口的加工一般须采用专用坡口机,车床等冷加工机械,严禁采用火焰切割等热加工方法加工,然后对内衬不锈钢复合管的坡口进行整形,以内径尺寸为准,采用内芯整圆的方法,使焊接坡口处复层的椭圆度偏差符合要求。内衬不锈钢复合管焊接时,首先由取得上岗证的人员进行施焊,焊接完成后在焊缝附近应打上焊工钢印号。焊接过程中,环境温度不应低于5℃且必须防风、防雨雪。内衬不锈钢复合管焊接组对时,复层的最大错边量不得大于lmm。内衬不锈钢复合管焊接使用的手工焊焊条须按规定进行烘干,做到随事取随时焊以确保焊接质量,严禁使用未经烘干或受潮的焊条。
2 焊接工艺
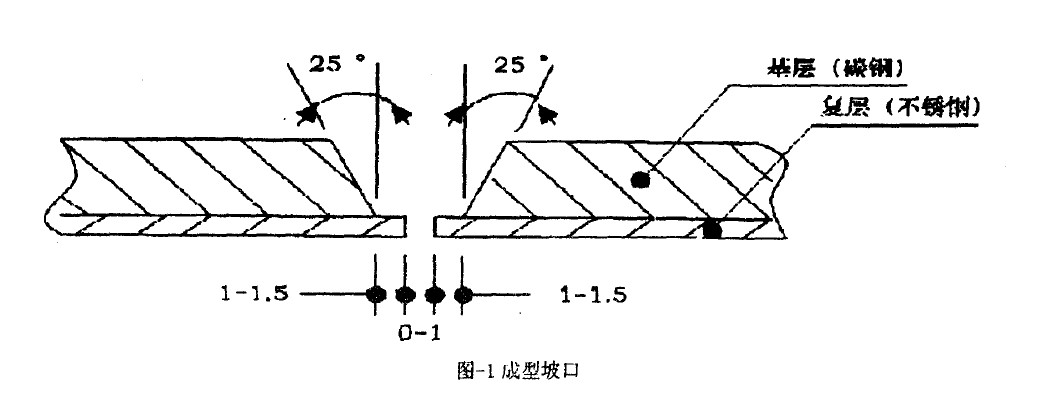
2.1 成型坡口如图1所示:
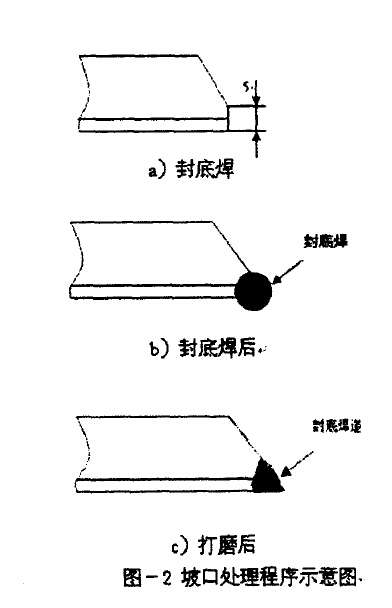
坡口处理程序如图2所示:
在坡口加工时封焊层的焊接是复合管焊接的关键工序,是复合管焊接质量的重要保证。由于复合管的基层和复合层实际上只是通过内挤外压达到精密接触,接触面存在空气、水分和油污等杂质。焊接时杂质受热会分解为水蒸气和CO2 气体,在熔池内产生火量气体,严重时发生爆裂破坏熔池。使用钨极惰性气体保护进行施焊,焊接时要用较小的电流且摆幅不宜过大,电流一般应控制在60A左右,以防止复合层被烧穿,焊接速度应稍快点,焊道保持一定宽度和厚度,不宜太厚太宽,以免增加坡口加工量并给打底焊增加难度。
2.2 焊接方法
由于不锈钢导熟系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量小的焊接方法。同时,由于复合管的焊接顺序为先焊复合层。后焊基层,所
以,复合层的焊接质量是整个焊接过程中最为重要的,故应考虑采用焊接质量高的焊接方法。手工钨极氩弧焊具有以上特点,是复合管复合层最为理想的焊接方法。由于复合层和基层之同不易熔焊在一起,所以在组对前。首先进行封焊。封焊应选用热输入量小的焊接方法,所
以,对于封焊,我们仍采用手工钨极氢弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大.应选择热输入稍大一些的焊接方法,则,我
们采用焊条电弧焊进行焊接。
由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接
施工效率.
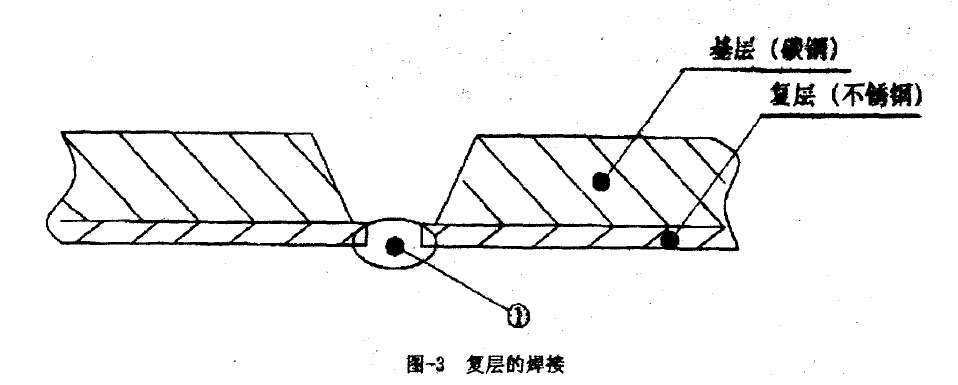
2.2.1 复层的焊接(即不锈钢层)见图 3:
未完待续,请持续关注,下一篇:内衬不锈钢复合管的焊接(1)。
更多文章请访问www.lhsbgy.com。编辑孙冬冬
上一篇:内衬不锈钢复合管焊接
下一篇:内衬不锈钢复合管的焊接(2)