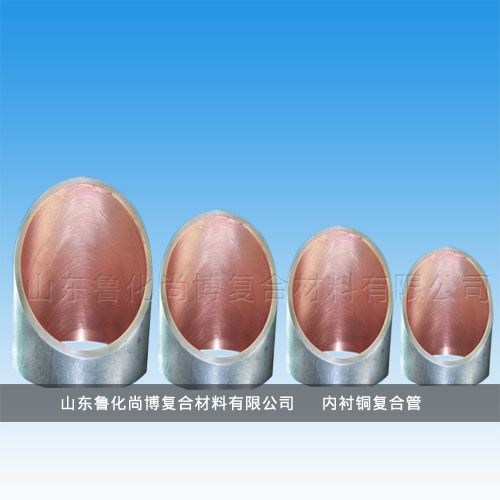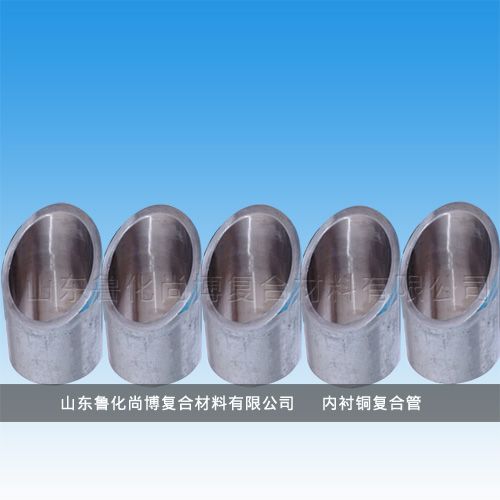



内衬不锈钢复合管的焊接(2)
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管焊接质量要求最高的工序,焊工必须具有过硬的技术水平和高度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时问用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极氩弧焊进行由下向上对称焊接,焊接前将封焊层焊道打磨平整。采用氩弧焊焊接,复层不锈钢纯边为1.5~2.0mm,焊枪瓷管喷口直径为l0mm,钨丝直径为2~3mm,焊接电流为80~100A,氩气流量为8~12/min,焊接电流为正极,焊丝选甩H0Cr20Ni l0Ti焊接材料,焊后进行全面检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道工序焊接。
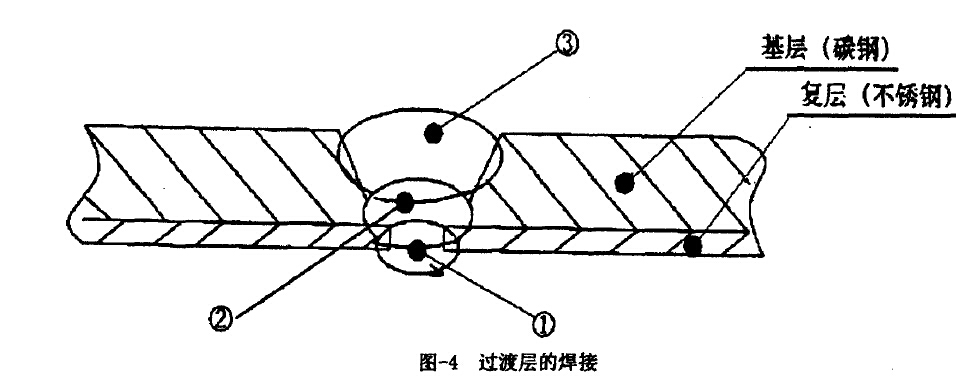
2.2.2 过渡层的焊接(即不锈钢与碳钢)见图4:
过渡层是复合管熔敷合金成分最为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接.焊接时采用焊条选用h302,规格为 2.5岫,选焊接电流为70~90A,焊接电流为直流正接。过小的焊接电流易造成层间未熔合及熔敷合金梯度过大,过大的电流易将根部烧穿。填充和益面层采用焊条电弧焊(见过渡层的焊接圈-4),采用多层多道焊方法,层问温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接。盏面焊接要尽量减少咬边缺陷,如果产生,用砂轮磨掉进行修补。焊接过程要逐层检验,清理干净焊渣及飞溅.发现缺陷立即清理或返修。焊接完成后清理表面焊渣和飞溅。
4 小结
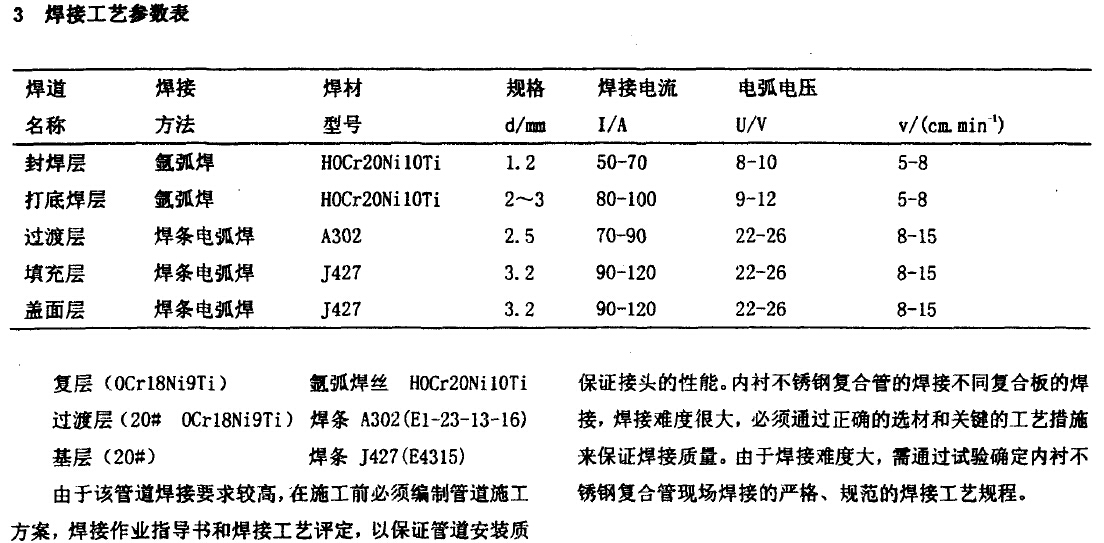
对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,使复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不敏感,增强耐蚀能力。采用氩弧焊封焊、打底和热焊、手电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。内衬不锈钢复合管的焊接不同复合板的焊
接,焊接难度很大,必须通过正确的选材和关键的工艺措旌来保证焊接质量。由于焊接难度大,需通过试验确定内衬不锈钢复合管现场焊接的严格、规范的焊接工艺规程。
更多文章请访问www.lhsbgy.com。编辑孙冬冬
上一篇:内衬不锈钢复合管的焊接(1)
下一篇:企业超标超量排放污染物加倍征税