
��Ʒ������ٵ���
- ����ָ��Ϲ�
- ˫�������Ϲ�
- �ڳIJ���ָ��ϸֹ�
- �ȶ�п�ڳIJ���ָ��ϸֹ�
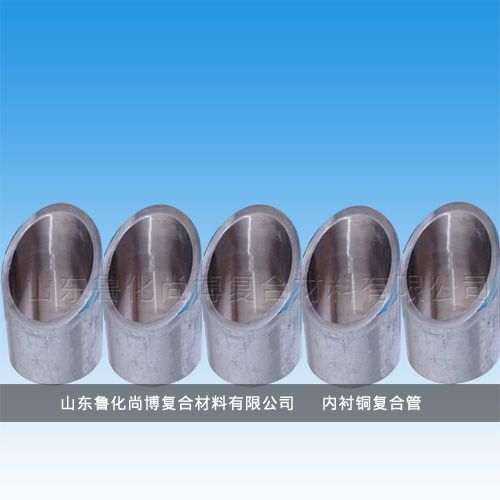
- �ڳIJ���ָ��Ϲܼ�
- ����Ե�߷��Ӳ���ָ��Ϲ�
- �ڳIJ���ֹ�
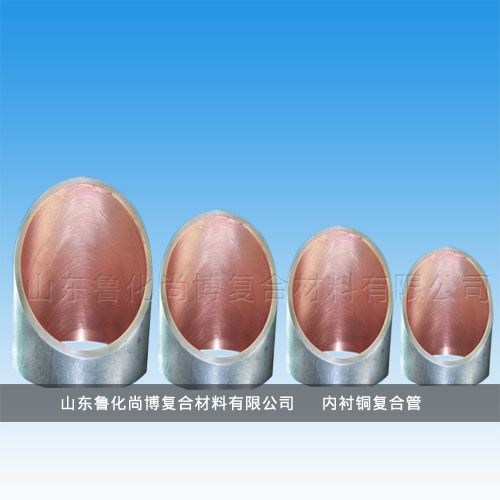
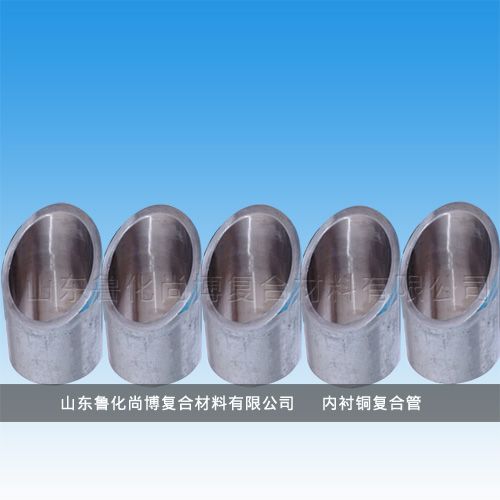
- ��ֹ��ڳIJ���ָ��Ϲ�


��������
ERW�ȶ�п����ѹ���ۿ����������취��3��
���ۼӹ���ҪӦע������һЩ���棺
(1)���ݴ����ۼӹ��ֹܹ��Ӧѡ����Ӧ�Ĺ���ģ�ߣ���ȷ��ģ����ȷ��װ��
(2)���ӹ��ֹܹܶ�Ӧ�и�ƽ�����Թ���ֱ�� 100 ~ 150mm�ĸֹܣ�������бӦ������1.2mm��. �Թ���ֱ������200mm�ĸֹܣ�������бӦ���� ��1.6mm���и�ʱ��Ӧ�����ܿ����ݡ����ε� ���⡣
(3)�����ӹ��ֹܹܶ�60mm�����ں���ĥ ƽ,�������ں�������Ժ����γ��ƻ���
(4)�ֹ�����Ӧ����ۻ�������ƽ�У��� �����ʱ�ֹ���б��
(5)����ʱ��ģ������ѹ��������һ��ѹ�����������Ӧ�����У����쿪�ѡ�
�������˫�������Ϲܡ��ڳIJ���ָ��Ϲܵ����������www.lhsbgy.com��
Ү�ͻ����ҵ����ߣ��ұز���ȱ����
��һƪ��ERW�ȶ�п����ѹ���ۿ��ѽ���취�ͷ�����ʩ��2)
��һƪ���ҹ�˾��չ��ǿ����ȫ��չ�������ȫ��ȫ���ʡ��Ļ
��Ʒ�Ƽ�
|
|